
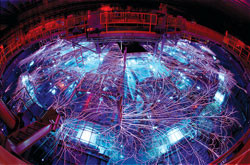


Arcs and sparks fly on the Z Machine, the world's most powerful electrical device, following its refurbishment by members of the NTL and Local 4. Courtesy Sandia National Laboratories
The Z Machine is 300 times hotter than the sun and produces X-ray power 80 times the world’s entire electrical output
MEMBERS OF THE National Transient Lodge (NTL) and Local 4 (Page, Ariz.) are working on the world’s most powerful electrical device — the Z Machine. Located at the Sandia National Laboratory in Albuquerque, N.M., the Z Machine is a pulsed power accelerator, able to create X-ray power output of nearly 290 trillion watts, or 80 times the entire world’s output of electricity, for short periods of time. Pulsed power is a term used to describe a process in which power is steadily accumulated, then rapidly released, resulting in the output of a large amount of instantaneous power.
The Sandia lab uses large capacitors that are charged over a period of time with electricity, which is then released in 100 billionths of a second. That 100-nanosecond burst of power is enormous. Temperatures at the machine’s core have reached 3.2 million degrees Fahrenheit, which is an estimated 300 times greater than temperatures on the surface of the sun.
Originally built in 1985, the device is used to study the physics involved in fusion reactions and the properties of matter at high temperatures and densities. In June 2005, the laboratory hired a Boilermaker contractor, CBI Services Inc. (one of only three union contractors at the nonunion site), to increase precision for high quality data and shot capacity. CBI’s responsibility included detail engineering, procurement, fabrication, and field installation of the redesigned Z Machine’s structural components. After demolition, all that remained of the tank were the floor and wall. When new construction began, Boilermakers cored over 700 holes in the tank floor (varying from 7/8 inch to 1 3/4 inches in diameter), and cut nearly 50 large rectangular sections (the greatest size equaling six-feet, eight-inches square) from the floor. These holes and cuts were part of the refurbishing plan for the additional structural reinforcement to the base of the tank, as well as to tie the tank floor to the substructure. In the past, Z Machine operators had watched the entire tank (filled with water, oil, and hardware) jump off its base during operation. Boilermakers also strengthened the substructure with I-beams to account for the seismic loading of the tank during operation.
Once the substructure and tank floor modifications were complete, NTL and Local 4 members erected a new oil/water separation wall. This wall is supported by an HSS tube steel base ring that required 54 field-machined leveling base plates.
Installation of the panels was critical. Eighteen 3.5-ton panels had to be installed to within a 1/8 inch tolerance in elevation and orientation. The panels measured 16 feet in height and eight feet in width. Each panel had two 6.5-foot-diameter flanges that had to line up with each other to within 1/8 inch. Boilermakers held these tight tolerances by establishing a welding sequence that maintained uniform weld shrinkage throughout the entire circumference. They monitored wall movement by setting up a total station (a device that determines angles and distances from the instrument to points to be surveyed) in the exact center of the tank. To maintain each panel’s orientation, the Boilermakers used turnbuckles, angle irons, and wedges during the welding process. As a result, they observed a total of only three-fourths inch in wall diameter shrinkage.
“The successful completion of this project is an example of what can be accomplished when all three entities — the owner, the employer, and labor — work together and pull in the same direction.”Wil Hinojosa — National Transient Lodge BM-ST
The oil/water wall had the most stringent construction tolerances of this project. Other new construction installation included a post and beam H-frame structure around the tank circumference, 36 I-beams that supported pulse power equipment, a new center mezzanine, and an elevated walkway and platform system.
Members installed 260 tons of steel using the building’s 20-ton overhead crane. They put in nearly 4,200 linear feet of stainless steel weld metal and 4,500 linear feet of carbon steel weld metal. Approximately 90 percent of the stainless weld seams were fluid containing welds that required 100 percent Liquid Penetrant (PT) and 100 percent vacuum box (VB) examination. Odd weld seam configurations required designing and building roughly 25 different vacuum box chambers for testing.
AIP Gary Evenson, who serves as Local 4’s assistant to the trustee, said: “With the cooperation between CBI acting project manager John Baer, the NTL, and the Sandia Lab, we were able to complete this project to everyone’s satisfaction. Boilermakers don’t get to work on projects like the Z Machine every day. We are very proud of the Local 4 members who were dispatched in support of this job.”
NTL BM-ST Wil Hinojosa was also grateful for the support he received from CBI Services, Sandia Lab, and Local 4. “The successful completion of this project is an example of what can be accomplished when all three entities — the owner, the employer, and labor — work together and pull in the same direction,” he said.
The Sandia National Laboratory is a multi-program facility operated by the Sandia Corporation, a Lockheed Martin company, for the U.S. Department of Energy’s National Nuclear Security Administration. Sandia researchers hope to continue the recent success of the Z Machine’s nuclear fusion work. The improvements at Sandia will help support our national weapons program as well as provide research toward possible high-yield peacetime fusion.





 and Carlos Brooks (right) get ready to talk to workers at Trojan Battery in Sandersville, Georgia")